ENGEL zeigt auf der JEC World 2024 in Paris das große Potenzial der organomelt Leichtbautechnologie mit einem Live-Maschinenexponat. Auf einer ENGEL victory 660/160 Spritzgießmaschine werden automatisiert Revisionsklappen für den Rumpf von Passagierflugzeugen produziert.

Damit demonstriert der Maschinenbauer mit Stammsitz in Österreich, wie sich sowohl für die Luftfahrt- als auch die Automobilindustrie eine hohe Produktionseffizienz und Wirtschaftlichkeit mit Nachhaltigkeit vereinen lassen.
Das ENGEL organomelt Verfahren
Im ENGEL organomelt Verfahren werden in einem einzigen integrierten Prozessschritt thermoplastische Faserverbund-Halbzeuge – zum Beispiel Organobleche und UD-Tapes – umgeformt und funktionalisiert. Versteifungsrippen oder Montageelemente werden unmittelbar nach dem Umformen im selben Werkzeug mit einem Thermoplast aus der Gruppe des Matrixmaterials des Organoblechs angespritzt. Dies ermöglicht nicht nur einen sehr effizienten und vollständig automatisierten Produktionsprozess, sondern leistet darüber hinaus einen Beitrag zur Kreislaufwirtschaft. Der konsequent thermoplastische Monomaterialansatz vereinfacht das spätere Recycling der Bauteile.
An seinem Messestand (Halle 5, Stand L106) demonstriert ENGEL das große Potenzial der organomelt Leichtbautechnologie mit einem Live-Maschinenexponat. Auf einer ENGEL victory 660/160 Spritzgießmaschine werden automatisiert mit einem ENGEL easix Knickarmroboter Revisionsklappen für den Rumpf von Passagierflugzeugen produziert. Die Produktionszelle umfasst außerdem einen IR-Ofen, der ebenfalls aus der eigenen Entwicklung und Produktion von ENGEL stammt.
Nachhaltig, kostengünstig, wiederverwertbar
Um einen nachhaltigen und kostengünstigen Prozess zu ermöglichen, wird ein Composite Material mit einem recycelten Langfaser-Kern in Kombination mit gewebebasierten Deckschichten verwendet. Damit das Bauteil bestmöglich wiederverwertet werden kann, wird auf Sortenreinheit zwischen Organoblech und spritzgegossener Struktur geachtet.
Die Organobleche werden im IR-Ofen erwärmt, vom Roboter ins Werkzeug eingelegt, dort umgeformt und unmittelbar umspritzt. Es werden Versteifungsrippen sowie ein Montage-Clip ausgeformt.
Das Aufheizen des Organoblechs ist ein zykluszeitbestimmender und zugleich qualitätsrelevanter Prozessschritt. Von der Dicke des Halbzeugs hängen Aufheizdauer und Abkühlzeit ab. Wichtig sind ein schnelles und materialschonendes Aufheizen sowie kurze Wege für den Transport des aufgeheizten Organoblechs zum Formgebungswerkzeug, damit es auf dem Weg dorthin nicht wieder erkaltet und seine Formbarkeit verliert. Hier spielt die holmlose Bauweise der victory Maschine ihre Stärke aus. Der barrierefreie Zugang zum Werkzeugraum macht es möglich, den IR-Ofen sehr nah am Werkzeug zu platzieren. Zudem kann der Roboter auf kürzestem Weg das Werkzeug erreichen, ohne Störkonturen zu umfahren. Beides beschleunigt das Hothandling und stellt Prozesskonstanz und eine hohe Bauteilqualität sicher.
In integrierten Systemlösungen von ENGEL sind Roboter und IR-Ofen in die CC300 Steuerung der Spritzgießmaschine integriert. Damit lässt sich der Gesamtprozess zentral über das Maschinendisplay bedienen. Ein weiterer Vorteil ist, dass Spritzgießmaschine, Roboter und IR-Ofen auf eine gemeinsame Datenbasis zugreifen und ihre Abläufe aufeinander abstimmen. In vielen Anwendungen reduziert das die Zykluszeit.
ENGEL präsentiert die Herstellung der Revisionsklappen auf der JEC World 2024 gemeinsam mit seinem Kunden FACC (Ried im Innkreis, Österreich). Weitere Projektpartner sind Ensinger (Nufringen, Deutschland), Neue Materialien Fürth in Deutschland sowie Voidsy mit Sitz in Wels, Österreich. Letztere zeigen ein ultra-kompaktes System für die kontaktlose und zerstörungsfreie Material- und Bauteilprüfung mittels aktiver Thermografie.
Großes Potenzial in allen Bereichen der Mobilität
Neben dem gezeigtem live Exponat setzt ENGEL gemeinsam mit seinem österreichischen Partner KTM Technologies mit Sitz in Anif, Salzburg, einen weiteren Schwerpunkt. Ausgestellt wird ein Motorradsitzbankboden, der mit dem neu entwickelten Tape-Sandwich-Verfahren produziert wird. Dabei kann bei einer höheren Steifigkeit ein kompakteres Bauteildesign mit niedrigerem Gewicht und einer hohen Kosteneffizienz erreicht werden.
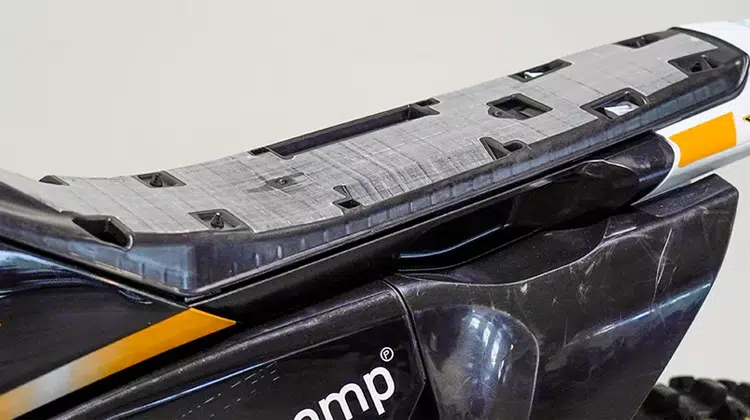
„Wir arbeiten im Tape-Sandwichprozess mit sehr dünnen, einlagigen Verstärkungsmaterialien wie zum Beispiel Tapes und Geweben mit Polypropylenmatrix, die ohne Vorwärmen in beide Kavitätenhälften des Spritzgießwerkzeugs eingelegt werden, bevor die Kavität mit Polypropylen gefüllt wird“, erklärt Franz Füreder, Vice President Automotive & Mobility von ENGEL am Stammsitz in Schwertberg, Österreich. „Aufgrund der spezifischen mechanischen Eigenschaften des Sandwichaufbaus können wir im Falle der Motorradsitzbankböden bereits mit einem einlagigen UD-Tape die erforderliche Steifigkeit erfüllen. Damit benötigt das Tape-Sandwich-Verfahren deutlich weniger Energie und eine einfachere Anlagentechnik als herkömmliche Verfahren der Faserkunststoffverbundverarbeitung. Die Produktionskosten können somit deutlich reduziert werden.“
Beim vorliegenden Technologiedemonstrator Sitzbankboden konnten bei identischer Steifigkeit der notwendige Bauraum auf diese Weise um 66 Prozent und das Gewicht um zirka 26 Prozent reduziert werden. „Der neue Sandwich-Aufbau, bei dem die Verstärkungsfasern einen möglichst hohen Abstand zur neutralen Faser haben, bietet eine maximale Steifigkeit bei gleichzeitiger Minimierung der notwendigen Fasern“, so Hans Lochner, Teamleiter Material and Applications von KTM Technologies. Ein weiterer Vorteil des Sandwich-Aufbaus ist, dass Standardthermoplaste in mechanisch hochbeanspruchten Bauteilen zum Einsatz kommen können, da die Leistungsfähigkeit des Bauteils ausschließlich über die Tape-Struktur gesteuert wird. Auch das steigert die Kosteneffizienz.
Global Warming Potential sinkt um bis zu 85 Prozent
Die Entwicklungspartner haben unterschiedliche Spritzgießmaterialien getestet, neben herkömmlichem PP aus fossilen Quellen auch biobasierte und rezyklierte PP-Typen. Für die unterschiedlichen Materialkombinationen wurde jeweils das Treibhauspotenzial (Global Warming Potential, GWP) ermittelt. Im Vergleich zum Serienstand – vollständig aus fossilem PP hergestellte Sitzbank – wird mit der Tape-Sandwich-Technologie beim Einsatz von ebenfalls fossilem PP der GWP-Wert um 27 Prozent reduziert. Dieser Wert wird ausschließlich durch die Materialreduzierung erreicht. Mit Polypropylen aus nachwachsenden Quellen sinkt der GWP-Wert um 85 Prozent. Das Bauteilgewicht wurde jeweils um 26 Prozent reduziert. Dies ist möglich, weil bereits sehr dünne Bauteile eine hohe Steifigkeit erreichen.
Zur Reduktion der Treibhausgase trägt in der Gesamtbetrachtung zudem der konsequente Monokunststoffansatz bei. In Kombination mit Tapes mit einer PP-Matrix entstehen Bauteile, die sich am Ende ihrer Nutzungsdauer recyclen lassen. „Mit der neuen Entwicklung eröffnen wir für die Mobilität der Zukunft eine bezahlbare und nachhaltige Lösung“, betont Füreder.
In einem ersten Schritt wird die Tape-Sandwich-Technologie für Motorradkomponenten der KTM Familie eingesetzt. Darüber hinaus haben ENGEL und KTM Technologies viele weitere Leichtbauanwendungen in den unterschiedlichsten Mobilitätsdisziplinen im Blick. Die beiden Entwicklungspartner bieten das Tape-Sandwich-Verfahren gemeinsam an und entwickeln auf die jeweilige Anwendung passgenau zugeschnittene Lösungen.
Geringerer Montageaufwand und niedrigere Arbeitskosten
Dem ENGEL organomelt Verfahren ist darüber hinaus ein Expert Corner mit Fokus auf Automobilanwendungen gewidmet. Präsentiert wird unter anderem der mit einem SPE-Award ausgezeichnete Frontend-Modulträger von Lucid Motors. Das Bauteil wird von ElringKlinger – Stammsitz ist in Dettingen an der Erms, Deutschland – im ENGEL organomelt Verfahren in Serie produziert. Der Frontend-Modulträger fungiert je nach Fahrzeugtyp als Träger für den Ladeluftkühler, die Scheinwerfermodule, den Spritzwasserbehälter, das Signalhorn, das Abstandsradar-Modul oder die Luftansaugung. Darüber hinaus stützt er die Motorhaube durch die Anbindung von Haubenschlössern ab.

ElringKlinger ist es gelungen, trotz insgesamt 37 Einlegeteilen, die Anzahl der Vor- und Nachbearbeitungsschritte sowie die Kosten zu minimieren. Durch die extrem hohe Funktionsintegration in den Spritzgießprozess entsteht ein geringerer Montageaufwand und dadurch bedingt niedrigere Arbeitskosten. Anwendung findet der Frontend-Modulträger im ersten elektrischen Fahrzeugmodell „Air“ des US-amerikanischen Automobilherstellers Lucid Motors.